
Obróbka CNC – Elementy dla zespółu PUT Motorsport
Wykonaliśmy serię elementów składowych bolidu wyścigowego, budowanego przez sponsorowany przez nas zespół PUT Motorsport. Team uczestniczy w zawodach Formula Student/Formula SAE, gdzie odniósł już kilka sukcesów. Obróbka CNC tak skomplikowanych części nie jest prostym zadaniem, ale poradziliśmy z nim sobie doskonale. Poniżej zamieszczamy zdjęcia i informacje dotyczące wykonywania poszczególnych elementów. Zapraszamy też do zapoznania się z innymi realizacjami w naszej galerii.
Elementy wykonane z użyciem frezarki:
| Urządzenie | Materiał |
| Frezarka CNC DMG MORI CMX800V | Aluminium 7075 |
| Tolerancja | Ilość detali |
| ±ogólna ±0,1mm, miejscowe pasowania: H7, k7 | 4 szt. |
| Wykonanie | |
| Zgrubne wymiary uzyskaliśmy frezem monolitycznym do pracy zgrubnej. Krzywizny powierzchni docelowych wykonaliśmy za pomocą monolitycznego frezu kulowego. W elemencie wykonane są otwory przelotowe z pasowaniem H7 oraz pasowanie pierścienia zewnętrznego w tolerancji k7. | |

| Urządzenie | Materiał |
| Frezarka CNC DMG MORI CMX800V | Aluminium 7075 |
| Tolerancja | Ilość detali |
| ±ogólna ±0,1mm, miejscowe pasowania: H7, P6 | 2 szt. (lustrzane odbicie) |
| Wykonanie | |
| Element obrabiany z pięciu stron, prace podzielone pomiędzy stół otworowany i imadło. Wykonano głębokie podfrezowania odciążające za pomocą frezów monolitycznych o małych średnicach. Powierzchnie o nietypowych krzywiznach wykonane za pomocą monolitycznego frezu kulowego. W elemencie wykonane są otwory w tolerancji H7 i podcięcia pod łożyska w tolerancji P6. | |

| Urządzenie | Materiał |
| Frezarka CNC DMG MORI CMX800V | Aluminium 7075 |
| Tolerancja | Ilość detali |
| ±ogólna ±0,1mm, miejscowe pasowania: H7, P6 | 2 szt. (lustrzane odbicie) |
| Wykonanie | |
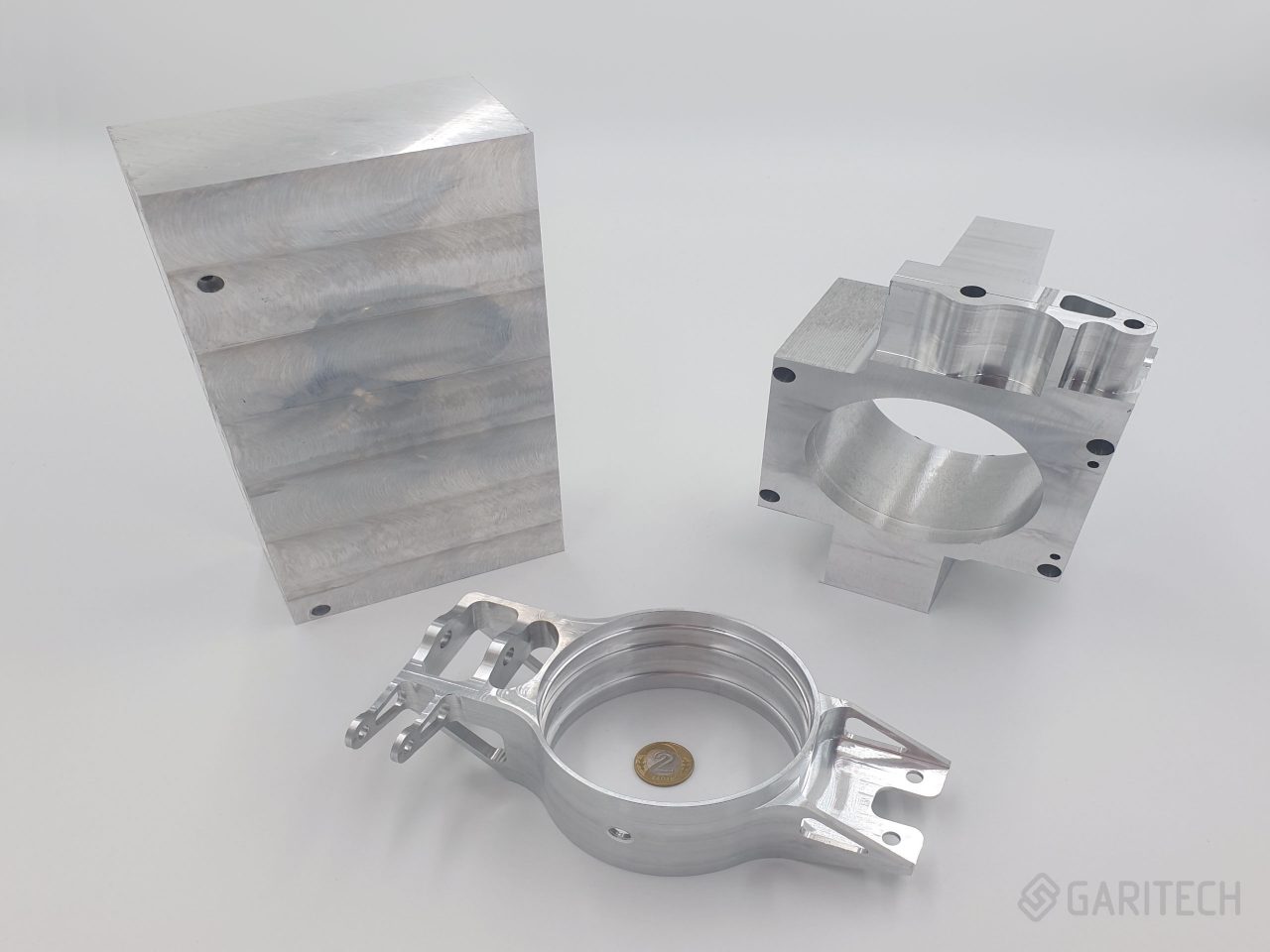
| Element obrabiany z pięciu stron, obróbka cnc bardzo wymagająca ze względu na cienkie ściany i głębokie wycięcia odciążające. W elemencie wykonane są otwory w tolerancji H7 i podcięcia pod łożyska w tolerancji P6. Na poniższym zdjęciu przedstawione są poszczególne etapy obróbki elementu. | |

Elementy wykonane z użyciem tokarki i frezarki:
| Urządzenie | Materiał |
| Tokarka Optiturn tx 5216 | Aluminium 7075 |
| Tolerancja | Ilość detali |
| ±ogólna ±0,1mm, miejscowe pasowanie: h8 szlif | 2 szt. (różniące się długością) |
| Wykonanie | |
| Elementy wykonane z pręta, który został najpierw stoczony po średnicy a następnie przewiercony przez całą długość ok. 400 mm wiertłem fi 14. Powierzchnia pod gniazda wyrównana została głowicą planującą. Otwory przelotowe wykonane wiertłem węglikowym. Pasowane wpusty wykonaliśmy monolitycznym frezem 1,5mm. Po wykonaniu wszystkich opisanych operacji element został poddany szlifowaniu środkowego odcinka na pasowanie h8. | |
